





Спиральные барабаны со сменными пластинами (Россия)
 Задать вопрос ведущему специалисту
Задать вопрос ведущему специалисту
+7 (495) 199-79-79

 Запрос в 1 клик
Запрос в 1 клик

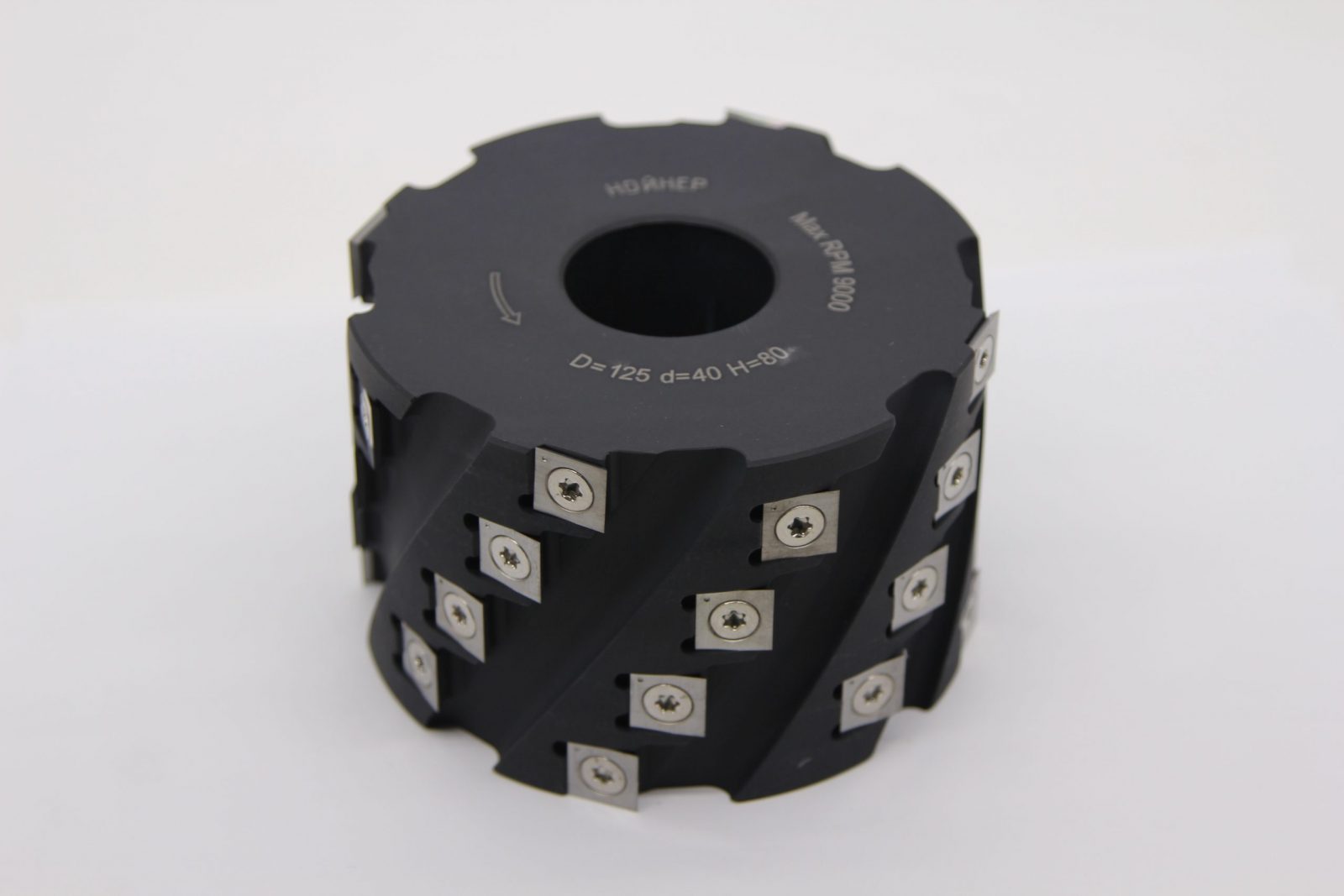
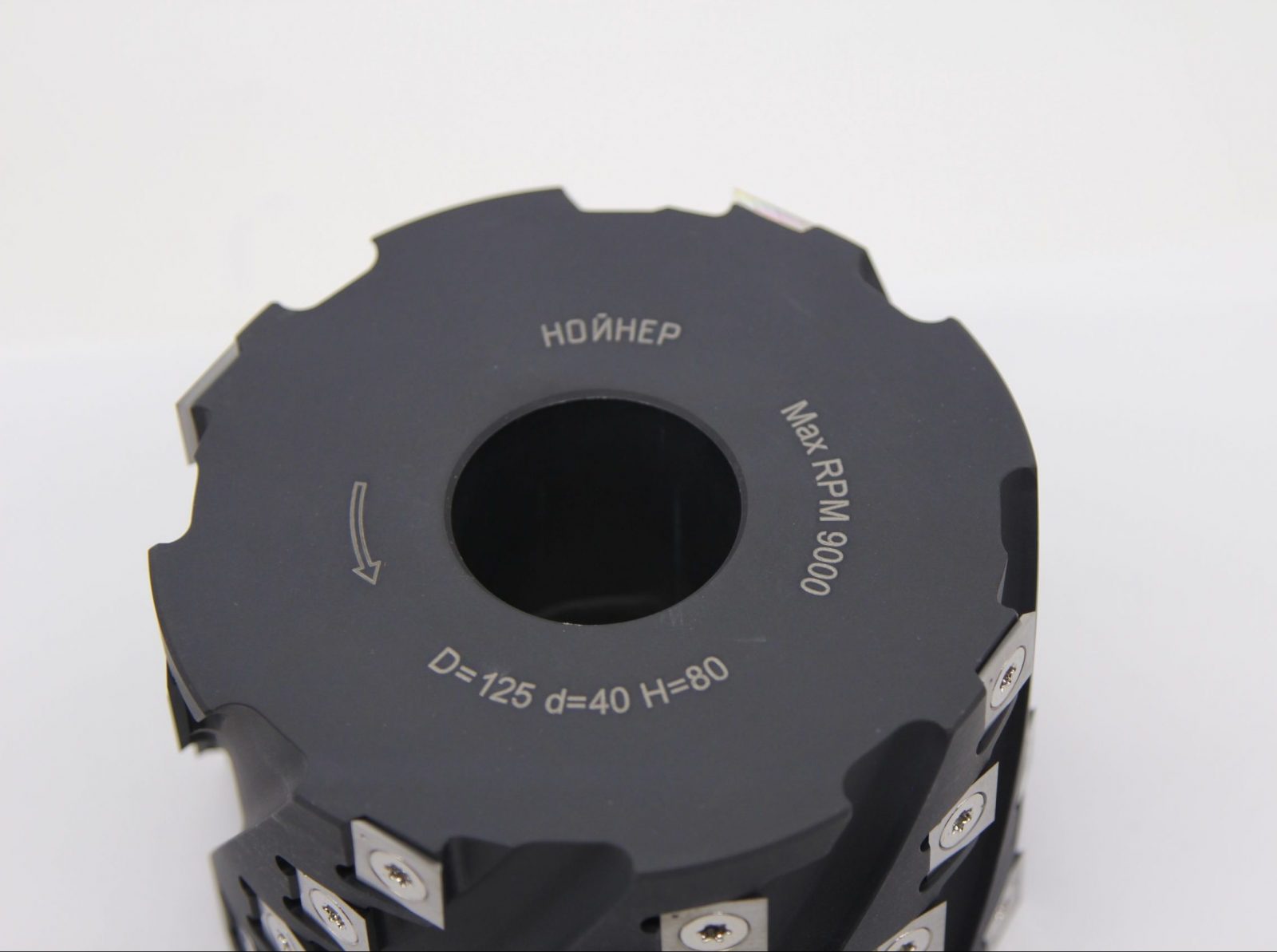
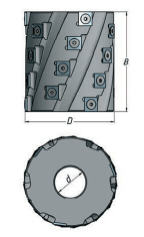
Шейперная фреза или шейперная голова, называемая так же «кукуруза» — специальный вид насадных фрез предназначенных для плоского строгания (фугования). Главное, что отличает фрезы-кукурузы (шейперные головы, шейперы) от фуговальных фрез других типов, это то, что в качестве режущих элементов используются твердосплавные ножи небольшого размера.
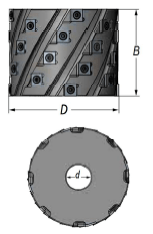
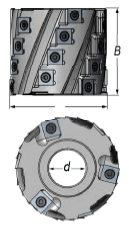
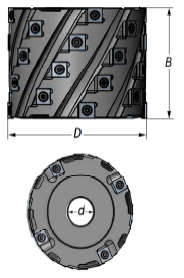
Режущие элементы (твердосплавные ножи) располагаются по телу шейпера-кукурузы по спиральной траектории, образуя режущие линии. Количество режущих спиральных линий и количество используемых твердосплавных ножей в линии определяется размерами режущей головки, такими как внешний диаметр и высота (ширина) обработки.
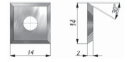
В качестве режущих элементов строгальной фрезы типа шейпер-кукуруза чаще всего используют равносторонние (квадратные) твердосплавные ножи размером 14х14 мм (поставляются в комплекте с головой). Такие ножи имеют четыре режущих кромки, что позволяет четыре раза повернуть их по оси крепления, значительно увеличивая ресурс фрезы.
Шейперная голова — кукуруза соприкасается с обрабатываемым материалом не по всей ширине обработки, а только на не большом участке, и за счет высокой скорости вращения шпинделя этот участок перемещается по всей линии реза.
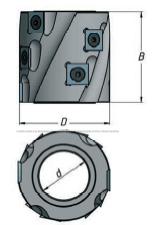
| Z2 | Размеры, мм | Кол-во ножей | ||
| алюминиевый корпус | D | B | d | |
 |
62 | 60 | 32 (30) | 10 |
| 62 | 80 | 32 (30) | 12 | |
| 90 | 80 | 30-40 | 16 | |
| 90 | 100 | 30-40 | 16 | |
| 90 | 120 | 30-50 | 20 | |
| 90 | 130 | 30-50 | 20 | |
| 90 | 150 | 30-50 | 24 | |
| 90 | 160 | 30-50 | 28 | |
| 90 | 180 | 30-50 | 28 | |
| 90 | 200 | 30-50 | 32 | |
| 90 | 230 | 30-50 | 36 | |
| 125 | 80 | 30-50 | 16 | |
| применяемые ножи | 125 | 100 | 30-50 | 16 |
 |
125 | 120 | 30-50 | 20 |
| 125 | 130 | 30-50 | 20 | |
| 125 | 150 | 30-50 | 24 | |
| 125 | 160 | 30-50 | 28 | |
| 125 | 180 | 30-50 | 28 | |
| 125 | 200 | 30-50 | 32 | |
| 125 | 230 | 30-50 | 36 | |
| Z3 | Размеры, мм | Кол-во ножей | ||
| алюминиевый корпус | D | B | d | |
 |
90 | 80 | 30-40 | 24 |
| 90 | 100 | 30-40 | 24 | |
| 90 | 120 | 30-50 | 30 | |
| 90 | 130 | 30-50 | 30 | |
| 90 | 150 | 30-50 | 36 | |
| 90 | 160 | 30-50 | 42 | |
| 90 | 180 | 30-50 | 42 | |
| 90 | 200 | 30-50 | 48 | |
| 90 | 230 | 30-50 | 54 | |
| 125 | 80 | 30-50 | 24 | |
| 125 | 100 | 30-50 | 24 | |
| применяемые ножи | 125 | 120 | 30-50 | 30 |
|
125 | 130 | 30-50 | 30 |
| 125 | 150 | 30-50 | 36 | |
| 125 | 160 | 30-50 | 42 | |
| 125 | 180 | 30-50 | 42 | |
| 125 | 200 | 30-50 | 48 | |
| 125 | 230 | 30-50 | 54 | |
| Z4 | Размеры, мм | Кол-во ножей | ||
| алюминиевый корпус | D | B | d | |
 |
125 | 60 | 30-50 | 20 |
| 125 | 80 | 30-50 | 32 | |
| 125 | 100 | 30-50 | 32 | |
| 125 | 120 | 30-50 | 40 | |
| 125 | 130 | 30-50 | 44 | |
| 125 | 150 | 30-50 | 48 | |
| 125 | 160 | 30-50 | 52 | |
| 125 | 180 | 30-50 | 60 | |
| 125 | 200 | 30-50 | 64 | |
| 125 | 230 | 30-50 | 76 | |
| Z3 с подрезателями | Размеры, мм | Кол-во ножей | ||
| алюминиевый корпус | D | B | d | |
 |
90 | 80 | 30-40 | 24+6 |
| 90 | 100 | 30-40 | 24+6 | |
| 90 | 120 | 30-50 | 30+6 | |
| 90 | 130 | 30-50 | 30+6 | |
| 90 | 150 | 30-50 | 36+6 | |
| 90 | 160 | 30-50 | 42+6 | |
| 90 | 180 | 30-50 | 42+6 | |
| 90 | 200 | 30-50 | 48+6 | |
| 90 | 230 | 30-50 | 54+6 | |
| 125 | 80 | 30-50 | 24+6 | |
| 125 | 100 | 30-50 | 24+6 | |
| 125 | 120 | 30-50 | 30+6 | |
| 125 | 130 | 30-50 | 30+6 | |
| 125 | 150 | 30-50 | 36+6 | |
| 125 | 160 | 30-50 | 42+6 | |
| 125 | 180 | 30-50 | 42+6 | |
| 125 | 200 | 30-50 | 48+6 | |
| 125 | 230 | 30-50 | 54+6 | |
| Z4 с подрезателями | Размеры, мм | Кол-во ножей | ||
| алюминиевый корпус | D | B | d | |
 |
125 | 60 | 30-50 | 20+8 |
| 125 | 80 | 30-50 | 32+8 | |
| 125 | 100 | 30-50 | 32+8 | |
| 125 | 120 | 30-50 | 40+8 | |
| 125 | 130 | 30-50 | 44+8 | |
| 125 | 150 | 30-50 | 48+8 | |
| 125 | 160 | 30-50 | 52+8 | |
| 125 | 180 | 30-50 | 60+8 | |
| 125 | 200 | 30-50 | 64+8 | |
| 125 | 230 | 30-50 | 76+8 | |
Применяемые материалы
Для изготовления облегчённых корпусов фрез и строгальных голов используется высокопрочный термоупрочняемый алюминиевый сплав В95Т1. Обычная сфера его применения — конструктивные элементы, испытывающие повышенную нагрузку на сжатие. Высокая прочность здесь достигается благодаря образованию в массе сплава твёрдых кристаллических связей.
Обычно для изготовления фрез по дереву производители используют сплав Д16Т. Здесь применен более совершенный сплав В95Т1, твёрдость которого на 45% выше. Для пользователя это означает увеличение срока эксплуатации инструмента за счёт сохранения его геометрии и обеспечения повышенной долговечности резьбовых соединений и посадочных отверстий.
Качество балансировки
Деревообработчикам хорошо известно, как вибрирует шпиндель станка при работе с неуравновешенной фрезой. Вибрация ведёт к повышенной нагрузке на подшипники, усталости фундаментов и, как следствие, к снижению качества обработки дерева. Для дереворежущих фрез, работающих при частотах вращения до 9000 об/мин, показатель допустимого остаточного дисбаланса жёстко регламентируется нормативной документацией и не может превышать 1 г*см на килограмм массы инструмента.
Все данные фрезы проходят балансировку на специализированном высокоточном станке марки CIMAT, в котором обеспечена непрерывная калибровка измерительной части и специальная калибровка ротора. Возможности этого станка позволяют обеспечить точность балансировки, на порядок превышающую стандартные требования (класс «В» по ГОСТ 20076 — 2007). Новейший измерительный модуль, которым укомплектован станок, позволяет вести измерения как в одной, так и в двух плоскостях, а также автоматически рассчитывать величины добавляемого корректировочного веса с распределением по углам. Станок оснащён системой удаления дисбаланса с устройством компенсации сил. Это предотвращает ошибки при переносе детали на отдельный пост удаления дисбаланса. Помимо этого, специальные прецизионные адаптеры обеспечивают высокую повторяемость зажатия детали. Всё это гарантирует высочайшее качество балансировки производимых нами фрез.
 |
 |
 в стальном корпусе")
")
")
