





Автоматический односторонний кромкооблицовочный станок KDT KE-465JHSK
 Задать вопрос ведущему специалисту
Задать вопрос ведущему специалисту
+7 (495) 199-79-79

 Запрос в 1 клик
Запрос в 1 клик

 |
Этот станок можно купить в Трейд-Ин Узнайте подробности по телефону +7 (495) 199-79-79, e-mail для связи info@noiner.ru |
Схема обработки
 |
 |
 |
 |
 |
 |
 |
 |
 |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
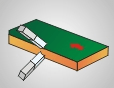
- Узел предварительного фрезерования
- Пресс группа с узлом предварительной обрезки кромки
- Узел чистовой торцевой обрезки
- Фрезерный узел для снятия свесов
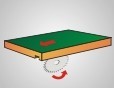
- Узел обкатки углов
- Первый узел циклевания с радиусными ножами
- Второй узел циклевания с плоскими ножами
- Полировальный узел
- Полировальный узел
Назначение
Автоматический кромкооблицовочный станок KDT KE-465JHSK предназначен для облицовывания прямолинейных кромок мебельных щитов и заготовок.
На станке установлены два узла нанесения жидкостей:
Первый узел для нанесения разделительной жидкости: с помощью 2-х форсунок перед агрегатом предварительного фрезерования (прифуговка) заготовки. Это наносится специальная разделительная жидкость, выступающие наружу остатки клея не вступают в соединение с заготовкой.
Второй узел для нанесения полировальной жидкости: с помощью 2-х форсунок перед полировальным агрегатом. Это наносится очистительная жидкость. Основная задача удаление нанесенного в начале антиадгезива (разделительная жидкость) и свободных остатков клея. А так же для придания блеска обработанной кромки детали.
Технические характеристики
Внимание! Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления
Отличительные особенности
- Скорость подачи 15-23 м/мин;
- Встроенное управление по путевым точкам для бесконтактного управления обрабатывающими агрегатами;
- Программирование технологических перерывов нагрева клеевой ванны;
- Индивидуальный частотный преобразователь для каждого рабочего узла;
- Освещение в защитной кабине;
- Для безопасности станок оборудован электронной системой блокировки двери кабины;
- Механизм подъема/опускания прижимной траверсы оснащен электроприводом, что обеспечивает быструю и точную установку на необходимую толщину детали;
- Базирующая линейка с цифровым счетчиком гарантирует быстрый и точную установку необходимого съема на детали во время фрезерования на узле прифуговки;
- Пневматическая шторка на клеенаносящем валу, предостерегает его от загрязнения;
- Регулировка передних и задних свесов кромки с панели управления.
Конструктивные преимущества
Станина кромкооблицовочного станка KDT KE-465JHSK имеет форму жесткого короба с необходимыми ребрами жесткости, что гарантирует точное расположение всех узлов в течении всего срока эксплуатации. После сварки, для снятия внутренних напряжений, станина отжигается в специальной печи и затем обрабатывается на тяжелом портальном фрезерном центре за одну установку.

Перед покраской станины проходят через специальные ванны для обезжиривания поверхности и затем поступают в автоматическую камеру порошковой окраски.
Управление станком осуществляется с помощью специального пульта оборудованным промышленным дисплеем с системой «Touch screen». Значки включения/выключения узлов и агрегатов на дисплее интуитивно понятны и не требуют специальных навыков для работы на станке. Пульт управления русифицирован.

Шток дозатор подачи заготовок, контролирует минимальное расстояние между заготовками, предотвращая повреждения узлов станка во время работы.

Узел предварительного фрезерования оснащен двумя высокочастотными двигателями, что обеспечивает качественную обработку торца материала перед приклеиванием кромки. Предварительное фрезерование справляется со «ступенькой» от подрезной пилы, сколами. Сколы и небольшие повреждения плит могут возникнуть не только при раскрое, но и во время хранения, перемещения деталей между операциями, штабелирования и загрузки в станок. Особенно легко повреждаются «рыхлые» плиты с тонкой непрочной облицовкой. Гарантировать, что линия стыка пласти и кромочного материала будет идеальной может только предварительное фрезерование. Узел предварительной прифуговки оснащен алмазными фрезами высотой 40 мм (60 мм — опция).

Давление на пресс группе задается с помощью пневматики, что гарантирует равномерное распределение усилий на кромку во время приклеивания. Из 4-х роликов 2 ролика имеют разный конус, что обеспечивает распределение усилия прижима по толщине детали. Т.е. 2 цилиндрических ролика осуществляют давление по всей толщине детали, а 2 конических ролика сосредоточены на нижнем и верхнем участках детали. Мощный пневматический цилиндр ножа предварительной торцовки успешно справляется с толстой кромкой.

Верхняя клеевая ванна с предварительным расплавом клея. Вместительность 5 литров. Клей подается дозировано и не перегревается во время простоев станка. Смотровое окно позволяет контролировать наличие клея. Время разогрева и готовности к работе 15 минут.
 |
 |
Узел чистовой торцевой обрезки оснащен двумя высокочастотными электродвигателями. Перемещение пильных узлов осуществляется по специальным линейным направляющим. Узел оснащен системой автоматической смазки направляющих.
 |
 |
Фрезерный узел состоит из двух высокочастотных электродвигателей оснащенных радиусными фрезами, которые позволяют обрабатывать кромочный материал толщиной 0,4 – 3,0 мм. Деталь отслеживается с помощью двух больших круглых копиров (на каждом моторе) установленных на плавающем узле, эта конструкция предотвращает появление брака во время фрезеровки.
 |
 |
Узел раунда (обкатка углов) оснащен двумя высокоскоростными моторами и успешно работает на скорости 20 м/мин.
Возможны четыре схемы работы.
 |
 |
 |
 |

Первый узел циклевания оснащен двумя твердосплавными радиусными ножами, которые после фрезеровки кромки толщиной 2,0мм снимают тонкий слой с отфрезерованной части кромки в результате мы получаем ровную обработанную поверхность.

Пазовальный фрезерный узел оснащен пазовой пилой с твердосплавными напайками для фрезерования паза под заднюю стенку. Возможен один из трех вариантов позиционирования фрезерного узла: для фрезерования паза сверху, снизу или в торце детали.

Узел полировки осуществляет полировку обработанной части кромки. Для безопасности узел оборудован дополнительными защитными кожухами.
 |
 |
")


