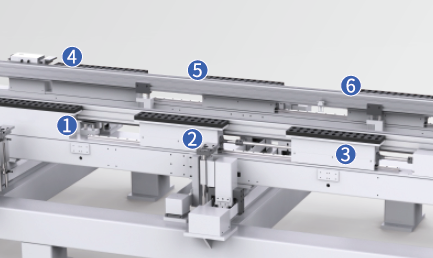
Схема обработки
- Пресс группа с узлом предварительной обрезки кромки
- Узел чистовой торцевой обрезки
- Фрезерный узел для снятия свесов
- Первый узел циклевания с радиусными ножами
- Второй узел циклевания с радиусными ножами
- Полировальный узел с осцилляцией
Назначение
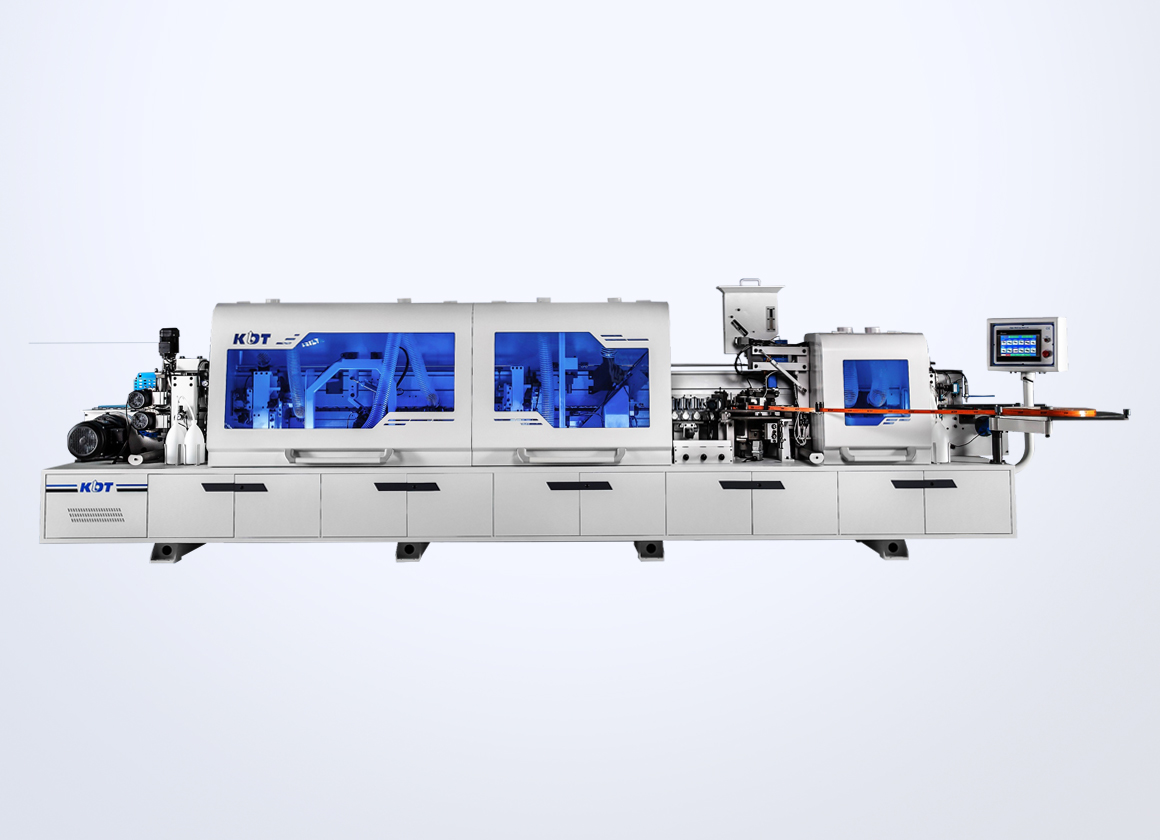
Автоматический кромкооблицовочный станок KDT KE-365S предназначен для облицовывания прямолинейных кромок мебельных щитов и заготовок.
Технические характеристики
| Толщина кромки, мм. |
|
| Минимальная |
0,4 |
| Максимальная |
3,0 |
| Толщина заготовки, мм. |
|
| Минимальная |
10 |
| Максимальная |
60 |
| Размер минимальной детали, мм. |
300х60 150х150 |
| Длина заготовки, мм. |
≥150 |
| Ширина заготовки, мм. |
≥60 |
| Скорость подачи, м/мин. |
15-23 |
| Узел чистовой торцовки кромки, кВт |
2х0,37 |
| Узел фрезерования кромки, кВт |
2х0,7 |
| Узел полирования, кВт |
2х0,37 |
| Мощность двигателя подачи, кВт |
3,7 |
| Установленная мощность, кВт |
9,06 |
| Рабочее давление, МПа |
0,6 |
| Рабочее напряжение, В |
380 |
| Габариты LxWxH, мм. |
3938x830x1610 |
| Масса, кг. |
1350 |
Внимание! Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления.
Отличительные особенности
- Скорость подачи 15-23 м/мин;
- Встроенное управление по путевым точкам для бесконтактного управления обрабатывающими агрегатами;
- Программирование технологических перерывов нагрева клеевой ванны;
- Индивидуальный частотный преобразователь для каждого рабочего узла;
- Освещение в защитной кабине;
- Для безопасности станок оборудован электронной системой блокировки двери кабины;
- Механизм подъема/опускания прижимной траверсы оснащен электроприводом, что обеспечивает быструю и точную установку на необходимую толщину детали;
- Пневматическая шторка на клеенаносящем валу, предостерегает его от загрязнения;
- Регулировка передних и задних свесов кромки с панели управления.
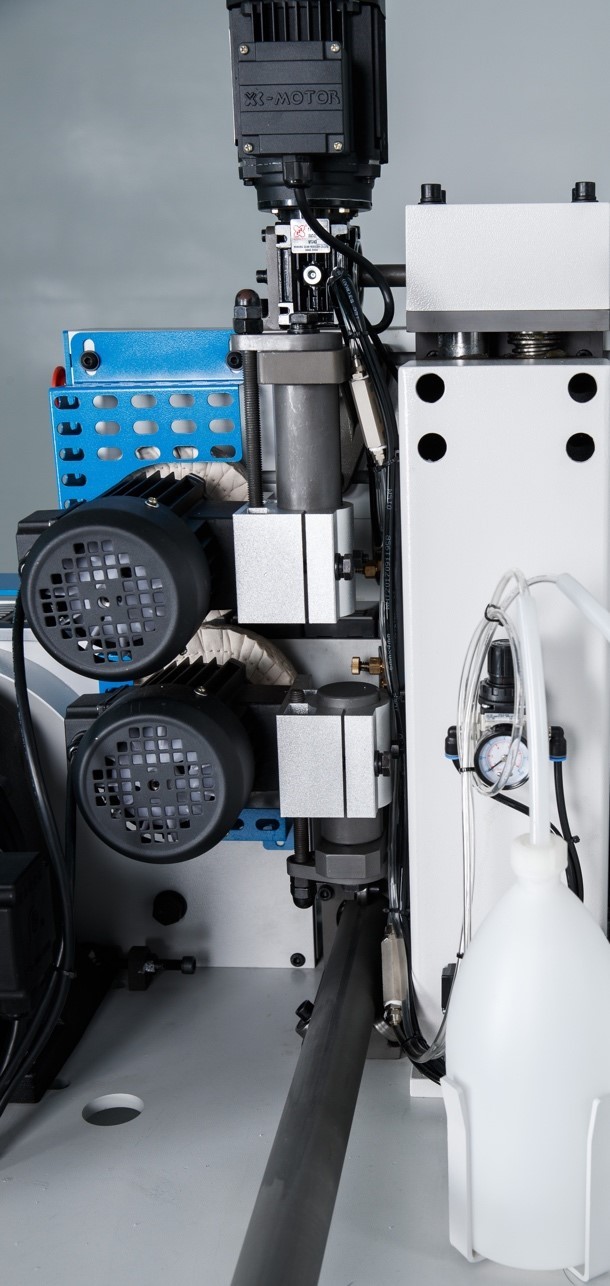
На станке установлены два узла нанесения жидкостей:
- C помощью 2-х форсунок перед полировальным агрегатом наносится очистительная жидкость. Основная задача удаление свободных остатков клея. А также для придания блеска обработанной кромке детали.
Конструктивные преимущества
Станина
Станина кромкооблицовочного станка KDT KE-365S имеет форму жесткого короба с необходимыми ребрами жесткости, что гарантирует точное расположение всех узлов в течении всего срока эксплуатации.
После сварки, для снятия внутренних напряжений, станина отжигается в специальной печи и затем обрабатывается на тяжелом портальном фрезерном центре за одну установку.
Перед покраской станины проходят через специальные ванны для обезжиривания поверхности и затем поступают в автоматическую камеру порошковой окраски.

Управление станком
Управление станком осуществляется с помощью специального пульта оборудованным промышленным дисплеем с системой «Touch screen».
Значки включения/выключения узлов и агрегатов на дисплее интуитивно понятны и не требуют специальных навыков для работы на станке.
Пульт управления русифицирован.

Шток дозатор
Шток дозатор подачи заготовок, контролирует минимальное расстояние между заготовками, предотвращая повреждения узлов станка во время работы.

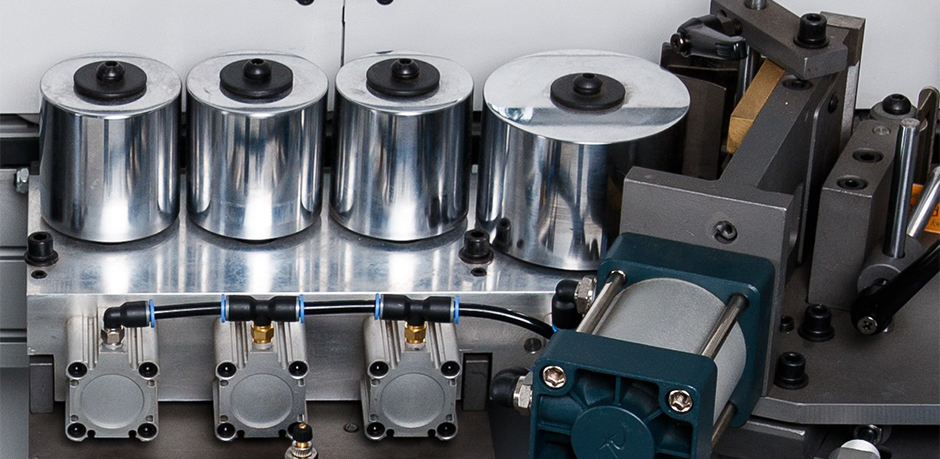
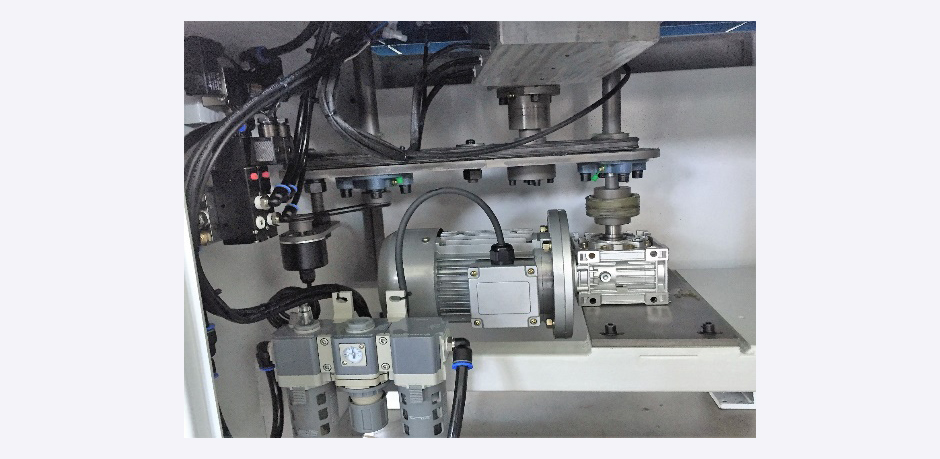
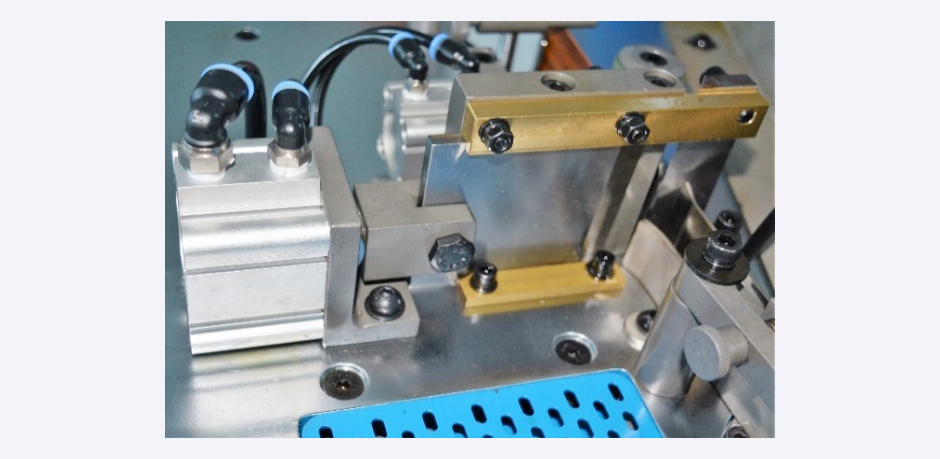
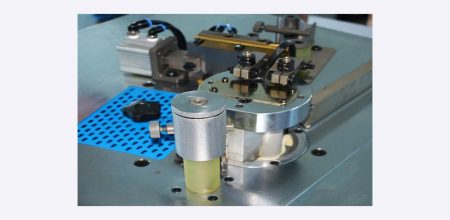
Давление на пресс группе
Давление на пресс группе задается с помощью пневматики, что гарантирует равномерное распределение усилий на кромку во время приклеивания.
Из 4-х роликов 2 ролика имеют разный конус, что обеспечивает распределение усилия прижима по толщине детали. Т.е. 2 цилиндрических ролика осуществляют давление по всей толщине детали, а 2 конических ролика сосредоточены на нижнем и верхнем участках детали.
Мощный пневматический цилиндр ножа предварительной торцовки успешно справляется с толстой кромкой.

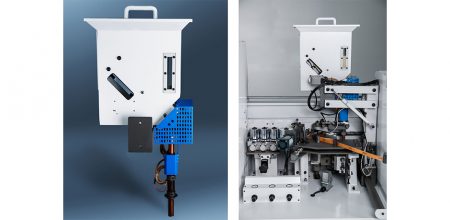
Клеевая ванна
Клеевая ванна имеет антипригарное покрытие.
Нагрев клея возможно программировать с учетом технологических перерывов.
Пневматическая шторка на клеенаносящем валу, предостерегает его от загрязнения.
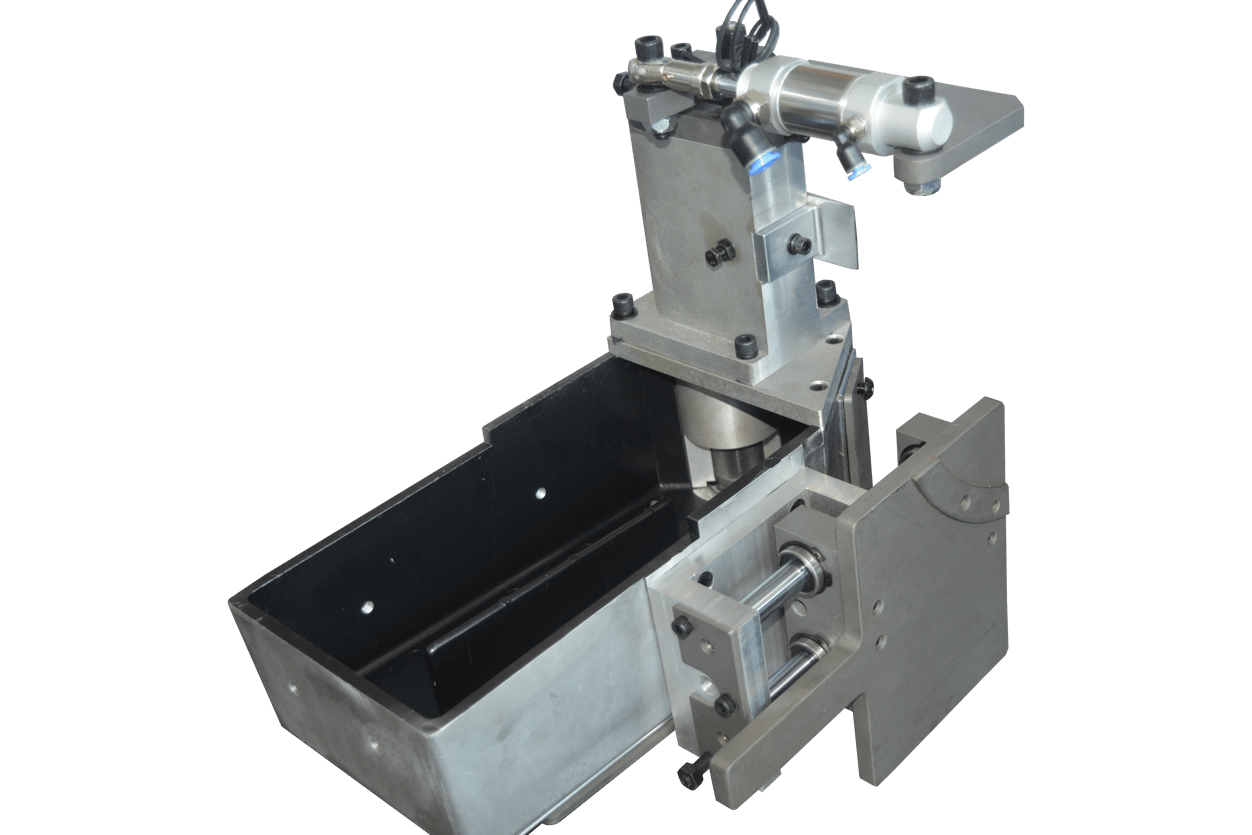
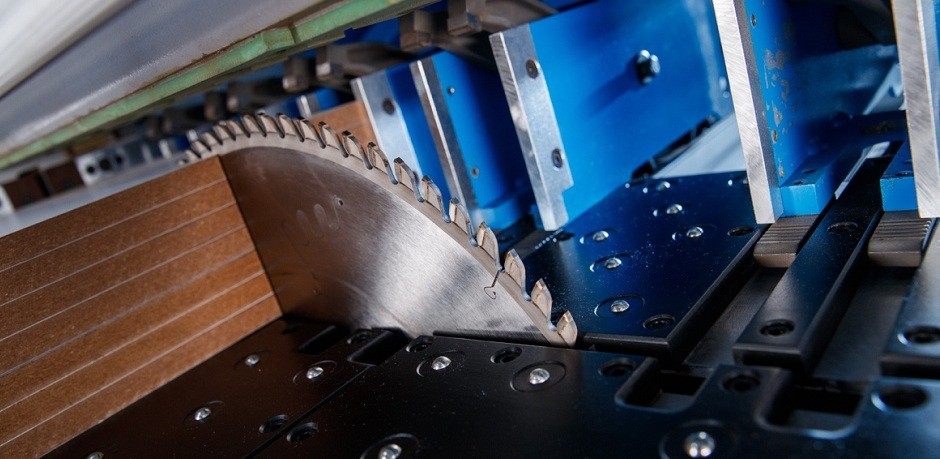
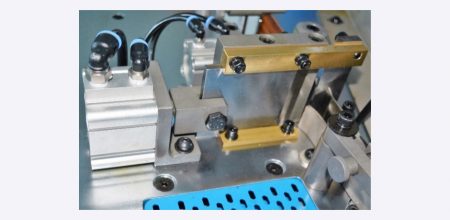
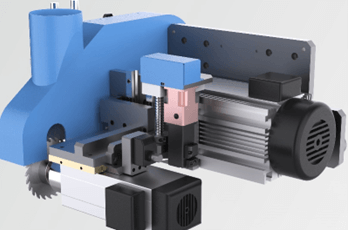
Чистовая торцовка
Двупильный узел чистовой торцевой обрезки задних и передних свесов, оснащен двумя высокочастотными электродвигателями.
Перемещение пильных узлов осуществляется по призматическим линейным направляющим.
Узел оснащен системой автоматической смазки направляющих.

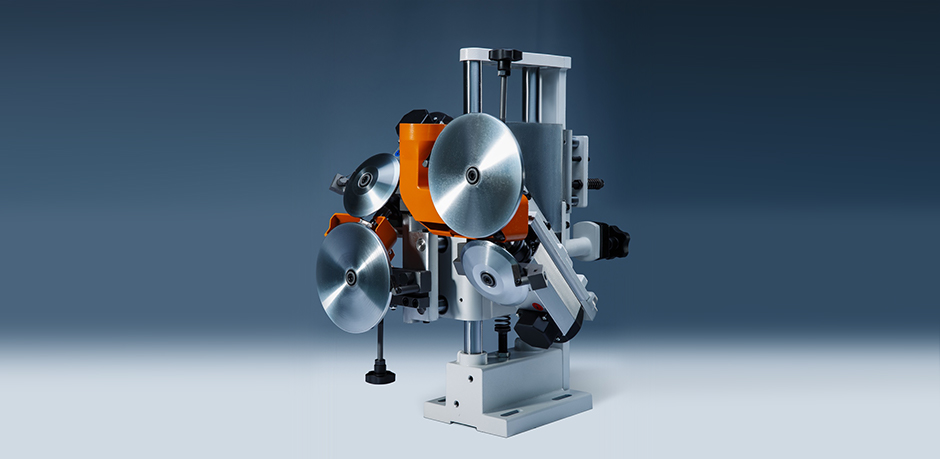
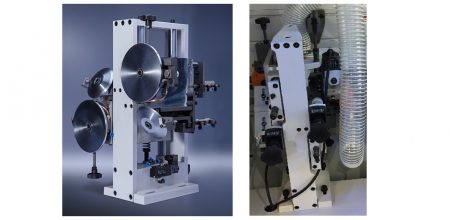
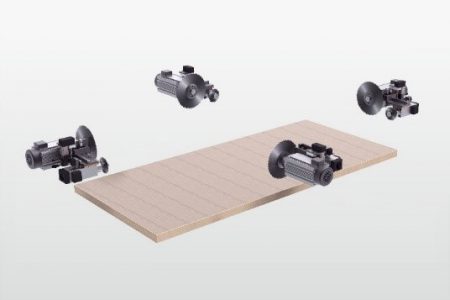
Фрезерный узел
Снимает верхние и нижние свесы кромки с заготовки.
Фрезерный узел состоит из двух высокочастотных электродвигателей оснащенных радиусными фрезами, которые позволяют обрабатывать кромочный материал толщиной 0,4 – 3,0 мм.
Деталь отслеживается с помощью двух больших круглых копиров (на каждом моторе) установленных на плавающем узле, эта конструкция предотвращает появление брака во время фрезеровки.

Радиусная цикля
Первый узел циклевания оснащен двумя твердосплавными радиусными ножами, которые после фрезеровки кромки толщиной 2,0 мм снимают тонкий слой с отфрезерованной части кромки, в результате мы получаем ровную обработанную поверхность.
Плоская цикля
Второй узел циклевания оснащен двумя твердосплавными прямыми ножами (клеевая цикля), которые осуществляют обработку кромки в стыках с деталью.
Это операция удаляет излишки клея и микронеровности на швах в местах приклеивания кромки к детали.

Узел полировки
Узел полировки осуществляет полировку обработанной части кромки.
Для безопасности узел оборудован дополнительными защитными кожухами.

Схема обработки
- Пресс группа с узлом предварительной обрезки кромки
- Узел чистовой торцевой обрезки
- Фрезерный узел для снятия свесов
- Первый узел циклевания с радиусными ножами
- Полировальный узел
Назначение
Автоматический кромкооблицовочный станок KDT KE-365 предназначен для облицовывания прямолинейных кромок мебельных щитов и заготовок
Технические характеристики
| Толщина кромки, мм. |
|
| Минимальная |
0,4 |
| Максимальная |
3,0 |
| Толщина заготовки, мм. |
|
| Минимальная |
10 |
| Максимальная |
60 |
| Размер минимальной детали, мм. |
300х60 150х150 |
| Длина заготовки, мм. |
≥150 |
| Ширина заготовки, мм. |
≥60 |
| Скорость подачи, м/мин. |
15-23 |
| Узел чистовой торцовки кромки, кВт |
2х0,37 |
| Узел фрезерования кромки, кВт |
2х0,7 |
| Узел полирования, кВт |
2х0,37 |
| Мощность двигателя подачи, кВт |
3,7 |
| Установленная мощность, кВт |
9,91 |
| Рабочее давление, МПа |
0,6 |
| Рабочее напряжение, В |
380 |
| Габариты LxWxH, мм. |
3938x830x1620 мм |
| Масса, кг. |
1340 |
Внимание! Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления.
Отличительные особенности
- Скорость подачи 15-23м/мин;
- Встроенное управление по путевым точкам для бесконтактного управления обрабатывающими агрегатами
- Программирование технологических перерывов нагрева клеевой ванны;
- Индивидуальный частотный преобразователь для каждого рабочего узла;
- Освещение в защитной кабине;
- Для безопасности станок оборудован электронной системой блокировки двери кабины;
- Механизм подъема/опускания прижимной траверсы оснащен электроприводом, что обеспечивает быструю и точную установку на необходимую толщину детали.
- Пневматическая шторка на клеенаносящем валу, предостерегает его от загрязнения;
- Регулировка передних и задних свесов кромки с панели управления.
Конструктивные преимущества
Станина
Станина кромкооблицовочного станка KDT KE-365 имеет форму жесткого короба с необходимыми ребрами жесткости, что гарантирует точное расположение всех узлов в течении всего срока эксплуатации.
После сварки, для снятия внутренних напряжений, станина отжигается в специальной печи и затем обрабатывается на тяжелом портальном фрезерном центре за одну установку.
Перед покраской станины проходят через специальные ванны для обезжиривания поверхности и затем поступают в автоматическую камеру порошковой окраски.
Управление станком
Управление станком осуществляется с помощью специального пульта оборудованным промышленным дисплеем с системой «Touch screen».
Значки включения/выключения узлов и агрегатов на дисплее интуитивно понятны и не требуют специальных навыков для работы на станке.
Пульт управления русифицирован.
Шток дозатор
Шток дозатор подачи заготовок, контролирует минимальное расстояние между заготовками, предотвращая повреждения узлов станка во время работы.
Пресс группа
Давление на пресс группе задается с помощью пневматики, что гарантирует равномерное распределение усилий на кромку во время приклеивания.
Из 4-х роликов 2 ролика имеют разный конус, что обеспечивает распределение усилия прижима по толщине детали. Т.е. 2 цилиндрических ролика осуществляют давление по всей толщине детали, а 2 конических ролика сосредоточены на нижнем и верхнем участках детали.
Мощный пневматический цилиндр ножа предварительной торцовки успешно справляется с толстой кромкой.

Клеевая ванна
Клеевая ванна имеет антипригарное покрытие.
Нагрев клея возможно программировать с учетом технологических перерывов.
Пневматическая шторка на клеенаносящем валу, предостерегает его от загрязнения.
Чистовая торцовка
Двупильный узел чистовой торцевой обрезки задних и передних свесов, оснащен двумя высокочастотными электродвигателями.
Перемещение пильных узлов осуществляется по призматическим линейным направляющим.
Узел оснащен системой автоматической смазки направляющих.
Фрезерный узел
Снимает верхние и нижние свесы кромки с заготовки.
Фрезерный узел состоит из двух высокочастотных электродвигателей оснащенных радиусными фрезами, которые позволяют обрабатывать кромочный материал толщиной 0,4 – 3,0 мм.
Деталь отслеживается с помощью двух больших круглых копиров (на каждом моторе) установленных на плавающем узле, эта конструкция предотвращает появление брака во время фрезеровки.

Радиусная цикля
Первый узел циклевания оснащен двумя твердосплавными радиусными ножами, которые после фрезеровки кромки толщиной 2,0 мм снимают тонкий слой с отфрезерованной части кромки, в результате мы получаем ровную обработанную поверхность.

Плоская цикля (опция)
Второй узел циклевания оснащен двумя твердосплавными прямыми ножами (клеевая цикля), которые осуществляют обработку кромки в стыках с деталью.
Это операция удаляет излишки клея и микронеровности на швах в местах приклеивания кромки к детали.
Узел полировки
Узел полировки осуществляет полировку обработанной части кромки.
Для безопасности узел оборудован дополнительными защитными кожухами.
Назначение
Универсальный кромкооблицовочный станок KDT-305 предназначен для облицовывания прямолинейных и криволинейных кромок мебельных щитов и заготовок натуральным полосовым и синтетическим рулонным материалом.
Технические характеристики
| Толщина кромки, мм. |
|
| Минимальная |
0,3 |
| Максимальная |
3,0 |
| Толщина заготовки, мм. |
|
| Минимальная |
10 |
| Максимальная |
60 |
| Скорость подачи кромочного материала, м/мин. |
13,7 |
| Радиус кривизны детали, мм. |
20 |
| Размер стола, мм. |
950×900 |
| Рабочее давление, МПа |
0,6 |
| Рабочее напряжение, В |
380 |
| Габариты LxWxH, мм. |
1760x1280x1020 |
| Масса, кг. |
280 |
Внимание! Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления.
Отличительные особенности
- Два режима работы, обработка прямолинейных/криволинейных деталей с автоматической отрезкой кромки и от педали;
- Клеевой узел с нижним расположением клеевой ванны исключает появление излишков клея на рабочем столе;
- Большой стол, возможность регулировки по высоте;
- Подача кромочного материала в зону приклеивания осуществляется автоматически из магазина;
- Скорость подачи регулируется инвертером;
- Узел подготовки воздуха с влагоотделителем и масленкой для автоматической смазки всей пневмосистемы станка.
- Скорость подачи кромочного материала 13,7 м/мин.
Конструктивные преимущества
Увеличенный размер подающего стола
Увеличенный размер рабочего стола позволяет легко наносить кромку на большие размеры заготовок.

Подающий стол
Подающий стол имеет возможность регулировки по высоте, что позволяет его настраивать учитывая свесы кромки.

Мощная и надежная конструкция привода клеенаносящего и подающего ролика
Мощная и надежная конструкция привода клеенаносящего и подающего ролика гарантирует стабильную работу станка в течении длительного срока эксплуатации.

Нижнее расположение клеевой ванны
Нижнее расположение клеевой ванны исключает появление излишков клея на рабочем столе.
Контактный приводной ролик
Контактный приводной ролик с регулировкой положения кромки по высоте позволяет получить качественное соединение кромки с деталью.
Мощная гильотина
Мощная гильотина позволяет успешно отрезать кромку по максимальной ширине.
Пульт управления станком
Пульт управления станком удобный и интуитивно понятный, все органы управления станком сосредоточены в одном месте.

Педаль
Педаль для обрубки кромки в ручном режиме.

Узел подготовки воздуха
Узел подготовки воздуха с влагоотделителем и масленкой для автоматической смазки всей пневмосистемы станка.

Электрические компоненты
Электрические компоненты выполнены по стандартам СЕ с использованием лучших комплектующих.

Схема обработки
- Узел предварительного фрезерования
- Пресс группа с узлом предварительной обрезки кромки
- Узел чистовой торцевой обрезки
- Фрезерный узел для снятия свесов
- Фрезерный узел для снятия свесов
- Узел обкатки углов
- Первый узел циклевания с радиусными ножами
- Второй узел циклевания с плоскими ножами
- Полировальный узел
Назначение
Автоматический кромкооблицовочный станок KDT KE-468JSKА предназначен для облицовывания прямолинейных кромок мебельных щитов и заготовок.
Технические характеристики
| Толщина кромки, мм. |
|
| Минимальная |
0,4 |
| Максимальная |
3,0 |
| Толщина заготовки, мм. |
|
| Минимальная |
10 |
| Максимальная |
60 |
| Размер минимальной детали, мм. |
300х60 150х150 |
| Длина заготовки, мм. |
≥150 |
| Ширина заготовки, мм. |
≥60 |
| Скорость подачи, м/мин. |
15-23 |
| Узел прифуговки, кВт |
2х2,2 |
| Узел чистовой торцовки кромки, кВт |
2х0,37 |
| Узел фрезерования кромки, кВт |
2х0,7 |
| Узел Раунд (фрезерования углов кромки), кВт |
2х0,3 |
| Узел полирования, кВт |
2х0,37 |
| Мощность двигателя подачи, кВт |
3,7 |
| Установленная мощность, кВт |
18,65 |
| Рабочее давление, МПа |
0,6 |
| Рабочее напряжение, В |
380 |
| Габариты LxWxH, мм. |
7225x830x1610 |
| Масса, кг. |
2296 |
| Обратите внимание! |
Размер фрез на прифуговке в стандартной комплектации 125Х30ХН40 мм. |
Внимание! Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления.
Отличительные особенности
- Скорость подачи 15-23 м/мин;
- Встроенное управление по путевым точкам для бесконтактного управления обрабатывающими агрегатами;
- Программирование технологических перерывов нагрева клеевой ванны;
- Индивидуальный частотный преобразователь для каждого рабочего узла;
- Освещение в защитной кабине;
- Для безопасности станок оборудован электронной системой блокировки двери кабины;
- Механизм подъема/опускания прижимной траверсы оснащен электроприводом, что обеспечивает быструю и точную установку на необходимую толщину детали;
- Базирующая линейка с цифровым счетчиком гарантирует быстрый и точную установку необходимого съема на детали во время фрезерования на узле прифуговки;
- Пневматическая шторка на клеенаносящем валу, предостерегает его от загрязнения;
- Регулировка передних и задних свесов кромки с панели управления.
На станке установлены два узла нанесения жидкостей:
- Первый узел для нанесения разделительной жидкости: с помощью 2-х форсунок перед агрегатом предварительного фрезерования (прифуговка) заготовки. Это наносится специальная разделительная жидкость, выступающие наружу остатки клея не вступают в соединение с заготовкой.
- Второй узел для нанесения полировальной жидкости: с помощью 2-х форсунок перед полировальным агрегатом. Это наносится очистительная жидкость. Основная задача удаление нанесенного в начале антиадгезива (разделительная жидкость) и свободных остатков клея. А так же для придания блеска обработанной кромки детали.
Конструктивные преимущества
Станина
Станина кромкооблицовочного станка KDT KE-468JSKA имеет форму жесткого короба с необходимыми ребрами жесткости, что гарантирует точное расположение узлов в течении всего срока эксплуатации.
После сварки, для снятия внутренних напряжений, станина отжигается в специальной печи и затем обрабатывается на тяжелом портальном фрезерном центре с ЧПУ за одну установку.
Перед покраской станина проходит через специальные ванны для обезжиривания поверхности и затем поступают в автоматическую камеру порошковой окраски.
Управление станком
Управление станком осуществляется с помощью специального пульта оборудованным промышленным дисплеем с системой «Touch screen».
Значки включения/выключения узлов и агрегатов на дисплее интуитивно понятны и не требуют специальных навыков для работы на станке.
Пульт управления русифицирован. Опционально, станок может быть оснащен системой автоматической пневмо-перенастройки узлов и агрегатов станка с пульта управления.
Шток дозатор
Шток дозатор подачи заготовок, контролирует минимальное расстояние между заготовками, предотвращая повреждения узлов станка во время работы.
Узел предварительного фрезерования
Узел предварительного фрезерования оснащен двумя высокочастотными двигателями, что обеспечивает качественную обработку торца материала перед приклеиванием кромки.
Предварительное фрезерование справляется со «ступенькой» от подрезной пилы, сколами. Сколы и небольшие повреждения плит могут возникнуть не только при раскрое, но и во время хранения, перемещения деталей между операциями, штабелирования и загрузки в станок. Особенно легко повреждаются «рыхлые» плиты с тонкой непрочной облицовкой.
Гарантировать, что линия стыка пласти и кромочного материала будет идеальной может только предварительное фрезерование.
Узел предварительной прифуговки оснащен алмазными фрезами высотой 40 мм (60 мм — опция).

Пресс группа
Давление на пресс группе задается с помощью пневматики, что гарантирует равномерное распределение усилий на кромку во время приклеивания.
На каждом ролике установлен отдельный пневмо цилиндр.
Из 4-х роликов 2 ролика имеют разный конус, что обеспечивает распределение усилия прижима по толщине детали. Т.е. 2 цилиндрических ролика осуществляют давление по всей толщине детали, а 2 конических ролика сосредоточены на нижнем и верхнем участках детали.
Мощный пневматический цилиндр ножа предварительной торцовки успешно справляется с толстой кромкой.
Верхняя клеевая ванна
Верхняя клеевая ванна с предварительным расплавом клея. Вместительность 5 литров. Клей подается дозировано и не перегревается во время простоев станка. Смотровое окно позволяет контролировать наличие клея. Время разогрева и готовности к работе 15 минут.
Узел чистовой торцевой обрезки
Двупильный узел чистовой торцевой обрезки задних и передних свесов, оснащен двумя высокочастотными электродвигателями.
Перемещение пильных узлов осуществляется по призматическим линейным направляющим.
Узел оснащен системой автоматической смазки направляющих.
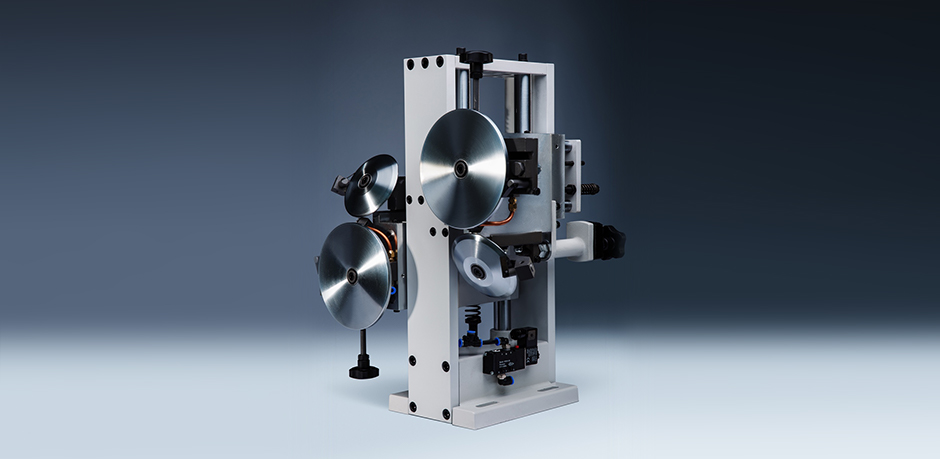
Фрезерные узлы
Фрезерные узлы состоят из двух высокочастотных электродвигателей оснащенных твердосплавными радиусными фрезами.
Деталь отслеживается с помощью двух больших круглых копиров (на каждом моторе) установленных на плавающем узле, эта конструкция предотвращает появление брака во время фрезеровки.
Узлы оснащены функцией пневмо-перенастройки. Возможна быстрая перенастройка с пульта управления станком на четыре размера кромки разной толщины.

Узел раунда (обкатка углов)
Узел раунда (обкатка углов) оснащен двумя высокоскоростными моторами и успешно работает на скорости 20 м/мин. Возможны четыре схемы работы.

Радиусная цикля
Первый узел циклевания оснащен двумя твердосплавными радиусными ножами, которые после фрезеровки кромки толщиной 2,0 мм снимают тонкий слой с отфрезерованной части кромки, в результате мы получаем ровную обработанную поверхность.
Плоская цикля
Второй узел циклевания оснащен двумя твердосплавными прямыми ножами (клеевая цикля), которые осуществляют обработку кромки в стыках с деталью.
Это операция удаляет излишки клея и микронеровности на швах в местах приклеивания кромки к детали.
Узел полировки
Узел полировки осуществляет полировку обработанной части кромки. Для безопасности узел оборудован дополнительными защитными кожухами.

Назначение
Четырехсторонний форматно-обрезной центр с ЧПУ для форматирования дверных полотен (обработки дверей) и щитовых деталей.
Ручной сканер считывания штрих-кода.
Жесткая конструкция станины- сдвоенный портал с продольной связывающей балкой.
Двойной сервопривод с планетарным редуктором и рейкой, линейные направляющие. Регулировка ширины пиления осуществляется с помощью сервопривода и ШВП.
Конвейер с сервоприводом, подача и выдача сквозного типа.
4 пильных узла (основная и подрезная пилы).
Защитная кабина.
Технические характеристики
| Длина детали, мм. |
1800-2500 |
| Ширина детали, мм. |
400-1100 |
| Толщина детали, мм. |
30 – 60 |
| Мощность основной пилы, кВт |
7,5 х 4 |
| Мощность подрезной пилы, кВт |
1,5 х 4 |
| Макс. скорость перемещения пильной каретки, м/мин. |
40 |
| Мощность сервопривода пильной каретки, кВт |
1,5 х 2 |
| Установленная электрическая мощность, кВт |
54 |
| Габариты (ДхШхВ), мм. |
5650х3200х2200 |
| Вес, кг. |
6500 |
Внимание! Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления.
Отличительные особенности
- Автоматическая загрузка / выгрузка заготовок
- Работа по штрих-коду
- Встраивание в линии различных типов
Конструктивные преимущества
Жестка рама станины
Станина с повышенной жесткостью конструкции- двойной портал с продольной балкой. Улучшенная виброустойчивость – точность пиления и увеличенный ресурс агрегатов и инструмента.
Автоматическая настройка на размер заготовки по ширине и длине детали
Обработка заготовок с помощью 4 пильных узлов
Два продольных и два поперечных пильных узла с основным и подрезным пильными дисками.
Серворегулировка подрезного пильного диска
Управление агрегатами с помощью сервоприводов
13 серводвигателей перемещений и регулировок агрегатов.

Назначение
Четырехсторонний форматно-обрезной центр с ЧПУ для форматирования дверных полотен (обработки дверей) и щитовых деталей.
Ручной сканер считывания штрих-кода.
Жесткая портальная конструкция рабочего узла. Двойной сервопривод с планетарным редуктором и рейкой, линейные направляющие. Регулировка ширины пиления осуществляется с помощью сервопривода и ШВП.
Конвейер с сервоприводом, подача и выдача сквозного типа.
3 пильных узла (основная и подрезная пилы).
Система автоматического удаления отходов пиления снижает трудоемкость и повышает безопасность эксплуатации оборудования.
Технические характеристики
| Длина детали, мм. |
1800-3000 |
| Ширина детали, мм. |
500-1100 |
| Толщина детали, мм. |
30 – 60 |
| Мощность основной пилы, кВт |
7,5 х 3 |
| Мощность подрезной пилы, кВт |
1,5 х 3 |
| Макс. скорость перемещения пильной каретки, м/мин. |
40 |
| Мощность сервопривода пильной каретки, кВт |
1,5 х 2 |
| Установленная электрическая мощность, кВт |
37 |
| Габариты (ДхШхВ), мм. |
5075 х 2500 х 1900 |
| Вес, кг. |
5500 |
Внимание! Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления.
Отличительные особенности
- Автоматическая загрузка / выгрузка заготовок
- Работа по штрих-коду
- Встраивание в линии различных типов
Конструктивные преимущества
Автоматическая настройка на размер заготовки по ширине детали
Обработка заготовок с помощью 3 пильных узлов
Два продольных и один поперечный пильные узлы с основным и подрезным пильными дисками.

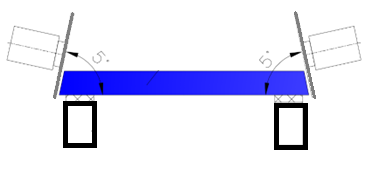
Возможность регулирования наклона продольных пильных узлов до 5°
Назначение
Форматно-раскроечный центр с ЧПУ KDT KS-842HL предназначен для раскроя пакета плитных материалов (ДСтП, МДФ, ДВП и др.), как облицованных, так и необлицованных.
Станок используется в условиях крупносерийного и массового производства для изготовления корпусной мебели, мебельного щита, погонажных изделий.
Задняя загрузка упрощает логистику материалов на производстве и облегчает работу операторов станка.
Технические характеристики
| Максимальные габариты раскраиваемого материала при фронтальной загрузке, мм. |
4300х4300х120 |
| Максимальные габариты раскраиваемого материала при задней загрузке, мм. |
4000х2100х120 |
| Скорость холостого хода пильной каретки, м/мин. |
150 |
| Скорость толкателя, м/мин. |
95 |
| Диаметр основной пилы, мм. |
450/75 |
| Диаметр подрезной пилы, мм. |
200/50 |
| Мощность привода основной пилы, кВт |
18,5 |
| Мощность привода подрезной пилы, кВт |
1,5 |
| Мощность привода программируемого толкателя (servo), кВт |
2,0 |
| Мощность привода пильной каретки, кВт |
2,0 |
| Высота материала на загрузочном столе без приямка/с приямком, мм. |
500/1200 |
| Мощность привода подъемного стола, кВт |
3 |
| Грузоподъемность подъемного стола, кг. |
4000 |
| Рабочее давление пневмосистемы, МПа |
0,6 |
| Габаритные размеры, мм. |
9767х6356х1890 |
Внимание! Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления.
Отличительные особенности
- Работа с «БАЗИС РАСКРОЙ», «К3-Мебель», «bCAD»
- Размер пакета при фронтальной загрузке: 4300х4300 мм
- Размер пакета при задней загрузке: 4000х2100 мм
- Высота материала на загрузочном столе, 500/1200 (с приямком) мм
- Вылет пилы: 120 мм
- Мощность основного двигателя: 18,5 кВт
Конструктивные преимущества
Станина станка
Станина станка разработана с учетом программ САПР, где были рассчитаны и смоделированы максимально допустимые нагрузки и требования, предъявляемые к конструкции станка.
Сварная станина проходит отпуск для снятия всех внутренних напряжений в материале, далее происходит обработка на пяти осевом металлообрабатывающем станке, где фрезеруются все площадки и отверстия для монтажа узлов и агрегатов.
Привод основной пилы
Станок оснащен мощным приводом основной пилы 18,5 кВт, максимальный вылет пилы 120 мм.
Перемещение каретки происходит сервоприводом посредством шестерни и косозубой рейки.

Интерфейс управления станком
Форматно-раскроечный центр с задней загрузкой KDT KS-842HL оснащен промышленным компьютером на базе Windows.
Интерфейс управления станком русифицирован.

Интеграция с программой
Работает с «БАЗИС РАСКРОЙ», «К3-Мебель», «bCAD».

Принтер печати этикеток
Возможность работы с принтером печати этикеток (принтер приобретается отдельно).
Печать этикеток — синхронизируется с выходом деталей.

Сканер
Возможность работы с промышленным сканером для считывания штрих-кодов (сканер приобретается отдельно).
Сканер, позволяет оперативно запускать в работу необходимую карту раскроя по штрих-коду.

Рабочий стол
Четыре рабочих стола на 842HL с воздушной подушкой позволяют оператору без усилий позиционировать пакет материалов и убирать готовые детали со станка.

Зона резания
В зоне резания установлены столы с воздушной подушкой, что существенно облегчает работу с небольшими деталями и защищает их от повреждений.


Программируемый толкатель
Программируемый толкатель оборудован пневмозахватами, что гарантирует надежную фиксацию пакета заготовок.
Десять четырех пальцевых толкателей надежно фиксируют как пакет материала толщиной до 120 мм, так и один лист.
Раскрытие захватов соответствует максимальному вылету пилы.

Конструкция задних захватов
Специальная конструкция захватов не повреждает материал при его фиксации и перемещении.

Боковые выравниватели
Двойной боковой выравниватель точно позиционирует узкие полосы по боковой линейке при раскрое их на готовые детали.
Расположен до и после линии реза, что повышает точность позиционирования.

Устройство двойного толкателя
Устройство двойного толкателя: состоит из основного и вспомогательного захватов с независимыми драйверами, которые в соответствии с заданными параметрами оптимизации системы осуществляют одновременную резку материалов разной длины, что повышает производительность.
Автоматическая задняя загрузка
Позволяет загружать в станок пакет максимальным размером 4000х2100 мм.
Подъем стола происходит за счет гидропривода, что гарантирует плавность хода и стабильность работы.

Исполнение с приямком
Доступно исполнение модели KS-842HL с приямком.
Приямок позволяет увеличить возможную высоту пачки материала на загрузочном столе с 500 мм до 1200 мм.

-

Назначение
Форматно-раскроечный центр с ЧПУ KDT KS-842L предназначен для раскроя пакета плитных материалов (ДСтП, МДФ, ДВП и др.), как облицованных так и не облицованных.
Задняя загрузка упрощает логистику материалов на производстве и облегчает работу операторов станка.
Станок используется в условиях крупносерийного и массового производства для изготовления корпусной мебели, мебельного щита, погонажных изделий.
Технические характеристики
| Максимальные габариты раскраиваемого материала при фронтальной загрузке, мм. |
4300х4300х120 |
| Скорость рабочего хода пильной каретки, м/мин. |
95 |
| Скорость холостого хода пильной каретки, м/мин. |
110 |
| Скорость толкателя, м/мин. |
95 |
| Диаметр основной пилы, мм. |
450/75 |
| Диаметр подрезной пилы, мм. |
200/50 |
| Мощность привода основной пилы, кВт |
18,5 |
| Мощность привода подрезной пилы, кВт |
1,5 |
| Мощность привода программируемого толкателя (servo), кВт |
2,0 |
| Мощность привода пильной каретки, кВт |
2,0 |
| Высота материала на загрузочном столе, мм. |
500/1200 |
| Мощность привода подъемного стола, кВт |
3 |
| Грузоподъемность подъемного стола, кг. |
4000 |
| Рабочее давление пневмосистемы, МПа |
0,6 |
| Габаритные размеры, мм. |
9767х6356х1890 |
Внимание! Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления.
Отличительные особенности
- Максимальная высота раскраиваемого пакета 120 мм;
- Возможность работы с принтером печати этикеток (принтер приобретается отдельно). Печать этикеток — синхронизируется с выходом деталей;
- Возможность работы с промышленным сканером для считывания штрих-кодов (сканер приобретается отдельно). Сканер, позволяет оперативно запускать в работу необходимую карту раскроя по штрих-коду;
- Перемещение пильной каретки происходит за счет прямозубой рейки и шестерни с помощью сервомотора;
- Скорость рабочего хода пильной каретки до 1-95 м/мин;
- Скорость холостого хода пильной каретки до 110 м/мин;
- Скорость программируемого толкателя 1-95 м/мин;
- На программируемом толкателе оборудованы десять пневматических четырех-пальцевых захватов;
- Промышленный компьютер обеспечивает надежную работу системы ЧПУ;
- Интерфейс управления станком русифицирован.
Конструктивные преимущества
Станина станка
Станина станка разработана с учетом программ САПР, где были рассчитаны и смоделированы максимально допустимые нагрузки и требования, предъявляемые к конструкции станка.
Сварная станина проходит отпуск для снятия всех внутренних напряжений в материале, далее происходит обработка на пяти осевом металлообрабатывающем станке, где фрезеруются все площадки и отверстия для монтажа узлов и агрегатов.
Привод основной пилы
Станок оснащен мощным приводом основной пилы 18,5 кВт, максимальный вылет пилы 120 мм.
Перемещение каретки происходит сервоприводом посредством шестерни и косозубой рейки.
Интерфейс управления станком
Форматно-раскроечный центр с задней загрузкой KDT KS-842L оснащен промышленным компьютером на базе Windows.
Интерфейс управления станком русифицирован.
Интеграция с программой
Работает с «БАЗИС РАСКРОЙ», «К3-Мебель», «bCAD».
Принтер печати этикеток
Возможность работы с принтером печати этикеток (принтер приобретается отдельно).
Печать этикеток — синхронизируется с выходом деталей.
Сканер
Возможность работы с промышленным сканером для считывания штрих-кодов (сканер приобретается отдельно).
Сканер, позволяет оперативно запускать в работу необходимую карту раскроя по штрих-коду.
Рабочий стол
Четыре рабочих стола на 842L с воздушной подушкой позволяют оператору без усилий позиционировать пакет материалов и убирать готовые детали со станка.
Зона резания
В зоне резания установлены столы с воздушной подушкой, что существенно облегчает работу с небольшими деталями и защищает их от повреждений.
Программируемый толкатель
Программируемый толкатель оборудован пневмозахватами, что гарантирует надежную фиксацию пакета заготовок.
Десять четырех пальцевых толкателей надежно фиксируют как пакет материала толщиной до 120 мм, так и один лист.
Раскрытие захватов соответствует максимальному вылету пилы.
Конструкция задних захватов
Специальная конструкция захватов не повреждает материал при его фиксации и перемещении.
Боковые выравниватели
Двойной боковой выравниватель точно позиционирует узкие полосы по боковой линейке при раскрое их на готовые детали.
Расположен до и после линии реза, что повышает точность позиционирования.
Приводной боковой конвейер (опция)
Приводной боковой конвейер GTF-024 используется на мебельных предприятиях для автоматической подачи и транспортировки листовых материалов в пачке в зону загрузки форматно-раскроечных центров с ЧПУ.

Назначение
Форматно-раскроечный центр с ЧПУ KDT KS-842СP предназначен для раскроя пакета плитных материалов (ДСтП, МДФ, ДВП и др.), как облицованных, так и не облицованных. Станок хорошо зарекомендовал себя, как на производстве мебели под заказ, так и на фабриках, производящих мебель небольшими сериями. Максимальная высота пакета 120 мм. При мощности двигателя основной пилы 18.5 кВт.
Схема обработки

Технические характеристики
| Максимальные габариты раскраиваемого материала, мм. |
4300х4300×120 |
| Минимальные размеры заготовки, длина*ширина, мм. |
34×45 |
| Скорость раскроя, м/мин. |
1 — 95 |
| Скорость возврата пильной каретки, м/мин. |
1 — 110 |
| Скорость толкателя, м/мин. |
1 — 95 |
| Диаметр основной пилы, мм. |
450/75 |
| Диаметр подрезной пилы, мм. |
200/50 |
| Мощность привода основной пилы, кВт |
18,5 |
| Мощность привода подрезной пилы, кВт |
1,5 |
| Количество пневмозахватов на толкателе, шт. |
10 |
| Мощность привода программируемого толкателя (servo), кВт |
2,0 |
| Мощность привода пильной каретки, кВт |
2,0 |
| Суммарная мощность, кВт |
28 |
| Рабочее давление пневмосистемы, МПа |
0,6 |
| Габаритные размеры, мм. |
7901х6656х1890 |
| Масса, кг. |
6560 |
Внимание! Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления.
Отличительные особенности
- Максимальная высота раскраиваемого пакета 120 мм.
- Возможность работы с картами раскроя из программы Базис-раскрой. (необходимо приобрести пакет программ Базис).
- Печать этикеток из программы Базис-бирка. (необходимо приобрести пакет программ Базис и принтер).
- Перемещение пильной каретки происходит за счет прямозубой рейки и шестерни с помощью сервомотора.
- Скорость пильной каретки до 110 м/мин.
- Скорость программируемого толкателя 95 м/мин.
- Автоматический подъем основной пилы на высоту необходимую для раскраиваемого пакета материала
- На программируемом толкателе оборудованы десять пневматических четырех-пальцевых захватов.
- Промышленный компьютер обеспечивает надежную работу системы ЧПУ.
Назначение
Форматно-раскроечный центр с ЧПУ KDT KS-842C предназначен для раскроя пакета плитных материалов (ДСтП, МДФ, ДВП и др.), как облицованных, так и не облицованных. Станок используется в условиях крупносерийного и массового производства для изготовления корпусной мебели, мебельного щита, погонажных изделий.
Технические характеристики
| Максимальные габариты раскраиваемого материала, мм. |
4300х4300 |
| Максимальный вылет пилы, мм. |
90 |
| Минимальные размеры заготовки, ДхШ, мм. |
45х34 |
| Скорость холостого хода пильной каретки, м/мин. |
110 |
| Скорость толкателя, м/мин. |
95 |
| Диаметр основной пилы, мм. |
400/75 |
| Диаметр подрезной пилы, мм. |
200/50 |
| Мощность привода основной пилы, кВт |
15 |
| Мощность привода подрезной пилы, кВт |
1,5 |
| Мощность привода программируемого толкателя (servo), кВт |
2,0 |
| Мощность привода пильной каретки, кВт |
2,0 |
| Суммарная мощность, кВт |
31,5 |
| Рабочее давление пневмосистемы, МПа |
0,6 |
| Габаритные размеры, мм. |
7901х6656х1890 |
| Масса, кг. |
6560 |
Внимание! Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления.
Отличительные особенности
- Максимальный вылет пилы 90 мм;
- Возможность работы с принтером печати этикеток (принтер приобретается отдельно). Печать этикеток — синхронизируется с выходом деталей;
- Возможность работы с промышленным сканером для считывания штрих-кодов (сканер приобретается отдельно). Сканер, позволяет оперативно запускать в работу необходимую карту раскроя по штрих-коду;
- Перемещение пильной каретки происходит за счет прямозубой рейки и шестерни с помощью сервомотора. Точность-Скорость-Долговечность, три основных параметра, по которым принято решение комплектовать наш станок этими рейками;
- Скорость рабочего хода пильной каретки до 1-95 м/мин;
- Скорость холостого хода пильной каретки до 110 м/мин;
- Скорость программируемого толкателя 1-95 м/мин;
- На программируемом толкателе оборудованы десять пневматических четырехпальцевых захватов;
- Рабочий стол станка оборудован системой поддува (воздушная подушка);
- Промышленный компьютер обеспечивает надежную работу системы ЧПУ;
- Интерфейс управления станком русифицирован.
Конструктивные преимущества
Станина станка
Станина станка разработана с учетом программ САПР, где были рассчитаны и смоделированы максимально допустимые нагрузки и требования, предъявляемые к конструкции станка.
Сварная станина проходит отпуск для снятия всех внутренних напряжений в материале, далее происходит обработка на пяти осевом металлообрабатывающем станке, где фрезеруются все площадки и отверстия для монтажа узлов и агрегатов.

Привод основной пилы
Станок оснащен мощным приводом основной пилы 15 кВт, максимальный вылет пилы 90 мм.
Перемещение каретки происходит сервоприводом посредством шестерни и косозубой рейки.
Рабочий стол
Четыре рабочих стола на 842C с воздушной подушкой позволяют оператору без усилий позиционировать пакет материалов и убирать готовые детали со станка.
Интерфейс управления станком
Форматно-раскроечный центр с задней загрузкой KDT KS-842C оснащен промышленным компьютером на базе Windows.
Интерфейс управления станком русифицирован.
Интеграция с программой
Работает с «БАЗИС РАСКРОЙ», «К3-Мебель», «bCAD».
Принтер печати этикеток
Возможность работы с принтером печати этикеток (принтер приобретается отдельно).
Печать этикеток — синхронизируется с выходом деталей.
Сканер
Возможность работы с промышленным сканером для считывания штрих-кодов (сканер приобретается отдельно).
Сканер, позволяет оперативно запускать в работу необходимую карту раскроя по штрих-коду.
Зона резания
В зоне резания установлены столы с воздушной подушкой, что существенно облегчает работу с небольшими деталями и защищает их от повреждений.
Программируемый толкатель
Программируемый толкатель оборудован пневмозахватами, что гарантирует надежную фиксацию пакета заготовок.
Десять четырех пальцевых толкателей надежно фиксируют как пакет материала толщиной до 90 мм, так и один лист.
Раскрытие захватов соответствует максимальному вылету пилы.
Конструкция задних захватов
Специальная конструкция захватов не повреждает материал при его фиксации и перемещении.
Боковые выравниватели
Двойной боковой выравниватель точно позиционирует узкие полосы по боковой линейке при раскрое их на готовые детали.
Расположен до и после линии реза, что повышает точность позиционирования.
Назначение
Форматно-раскроечный центр с ЧПУ KDT KS-832T предназначен для раскроя пакета плитных материалов (ДСтП, МДФ, ДВП и др.), как облицованных, так и не облицованных. Станок используется в условиях крупносерийного и массового производства для изготовления корпусной мебели, мебельного щита, погонажных изделий.
Технические характеристики
| Габариты раскраиваемого материала, мм. |
3100х3200 |
| Максимальный вылет пилы, мм. |
120 |
| Скорость раскроя, м/мин. |
1-95 |
| Скорость возврата пильной каретки, м/мин. |
1-120 |
| Скорость толкателя, м/мин. |
1-95 |
| Диаметр основной пилы, мм. |
400/450(опция)х75 |
| Диаметр подрезной пилы, мм. |
200х50 |
| Мощность привода основной пилы, кВт |
18,5 |
| Мощность привода подрезной пилы, кВт |
1,5 |
| Количество пневмозахватов на толкателе, шт. |
8 |
| Мощность привода программируемого толкателя (servo), кВт |
2 |
| Мощность привода пильной каретки (servo), кВт |
2,0 |
| Рабочее давление пневмосистемы, МПа |
0,6 |
| Габаритные размеры, мм. |
6412х5556х1890 |
| Масса, кг. |
5850 |
Внимание! Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления.
Отличительные особенности
- Максимальный вылет пилы 120 мм;
- Возможность работы с принтером печати этикеток (принтер приобретается отдельно). Печать этикеток — синхронизируется с выходом деталей;
- Возможность работы с промышленным сканером для считывания штрих-кодов (сканер приобретается отдельно). Сканер, позволяет оперативно запускать в работу необходимую карту раскроя по штрих-коду;
- Перемещение пильной каретки происходит за счет прямозубой рейки и шестерни с помощью сервомотора. Точность-Скорость-Долговечность, три основных параметра, по которым принято решение комплектовать наш станок этими рейками;
- Скорость рабочего хода пильной каретки до 1-95 м/мин;
- Скорость холостого хода пильной каретки до 1-120 м/мин;
- Скорость программируемого толкателя до 1-95 м/мин;
- На программируемом толкателе оборудованы восемь пневматических четырехпальцевых захватов;
- Рабочий стол станка оборудован системой поддува (воздушная подушка);
- Промышленный компьютер обеспечивает надежную работу системы ЧПУ;
- Интерфейс управления станком русифицирован.
Конструктивные преимущества
Станина станка
Станина станка разработана с учетом программ САПР, где были рассчитаны и смоделированы максимально допустимые нагрузки и требования, предъявляемые к конструкции станка.
Сварная станина проходит отпуск для снятия всех внутренних напряжений в материале, далее происходит обработка на пяти осевом металлообрабатывающем станке, где фрезеруются все площадки и отверстия для монтажа узлов и агрегатов.
Интерфейс управления станком
Форматно-раскроечный центр KDT KS-832T оснащен промышленным компьютером на базе Windows.
Интерфейс управления станком русифицирован.
Интеграция с программой
Работает с «БАЗИС РАСКРОЙ», «К3-Мебель», «bCAD».
Принтер печати этикеток
Возможность работы с принтером печати этикеток (принтер приобретается отдельно).
Печать этикеток — синхронизируется с выходом деталей.
Сканер
Возможность работы с промышленным сканером для считывания штрих-кодов (сканер приобретается отдельно).
Сканер, позволяет оперативно запускать в работу необходимую карту раскроя по штрих-коду.
Привод основной пилы
Станок оснащен мощным приводом основной пилы 18,5 кВт, максимальный вылет пилы 120 мм.
Перемещение каретки происходит сервоприводом посредством шестерни и косозубой рейки.
Рабочий стол
Три рабочих стола на 832T с воздушной подушкой позволяют оператору без усилий позиционировать пакет материалов и убирать готовые детали со станка.
Зона резания
В зоне резания износостойкий стальной стол с воздушной подушкой. Воздушная подушка существенно облегчает работу с небольшими деталями и защищает их от повреждений.

Программируемый толкатель
Программируемый толкатель оборудован пневмозахватами, что гарантирует надежную фиксацию пакета заготовок.
Восемь четырех пальцевых толкателей надежно фиксируют как пакет материала толщиной до 120 мм, так и один лист.
Раскрытие захватов соответствует максимальному вылету пилы.
Конструкция задних захватов
Специальная конструкция захватов не повреждает материал при его фиксации и перемещении.
Боковые выравниватели
Двойной боковой выравниватель точно позиционирует узкие полосы по боковой линейке при раскрое их на готовые детали.
Расположен до и после линии реза, что повышает точность позиционирования.
Назначение
Форматно-раскроечный центр с ЧПУ KDT KS-828C предназначен для раскроя пакета плитных материалов (ДСтП, МДФ, ДВП и др.), как облицованных, так и необлицованных.
Станок используется в условиях крупносерийного и массового производства для изготовления корпусной мебели, мебельного щита, погонажных изделий.
Технические характеристики
| Максимальные габариты раскраиваемого материала, мм. |
2850х2850 |
| Скорость раскроя, м/мин. |
1-95 |
| Скорость возврата пильной каретки, м/мин. |
1-120 |
| Скорость толкателя, м/мин. |
1-95 |
| Диаметр основной пилы, мм. |
400х75 |
| Диаметр подрезной пилы, мм. |
200х50 |
| Мощность привода основной пилы, кВт |
15 |
| Мощность привода подрезной пилы, кВт |
1,5 |
| Количество пневмозахватов на толкателе, шт. |
7 (+1 опция) |
| Мощность привода программируемого толкателя (servo), кВт |
2 |
| Мощность привода пильной каретки (servo), кВт |
2 |
| Рабочее давление пневмосистемы, МПа |
0,6 |
| Габаритные размеры, мм. |
5905х5156х1890 |
| Масса, кг. |
4560 |
Внимание! Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления.
Отличительные особенности
- Работа с «БАЗИС РАСКРОЙ», «К3-Мебель», «bCAD»
- Размер пакета: 2850х2850
- Вылет основной пилы: 90(120 опция) мм.
- Мощность основного двигателя: 15 кВт
- Семь четырёхпальцевых толкателей
- Вес станка: 4560 кг.
Конструктивные преимущества
Станина станка
Станина станка разработана с учетом программ САПР, где были рассчитаны и смоделированы максимально допустимые нагрузки и требования, предъявляемые к конструкции станка.
Сварная станина проходит отпуск для снятия всех внутренних напряжений в материале, далее происходит обработка на пяти осевом металлообрабатывающем станке, где фрезеруются все площадки и отверстия для монтажа узлов и агрегатов.
Интерфейс управления станком
Форматно-раскроечный центр KDT KS-828C оснащен промышленным компьютером на базе Windows.
Интерфейс управления станком русифицирован.
Интеграция с программой
Работает с «БАЗИС РАСКРОЙ», «К3-Мебель», «bCAD».
Принтер печати этикеток
Возможность работы с принтером печати этикеток (принтер приобретается отдельно).
Печать этикеток — синхронизируется с выходом деталей.
Сканер
Возможность работы с промышленным сканером для считывания штрих-кодов (сканер приобретается отдельно).
Сканер, позволяет оперативно запускать в работу необходимую карту раскроя по штрих-коду.
Привод основной пилы
Станок оснащен мощным приводом основной пилы 15 кВт, максимальный вылет пилы 90(120 опция) мм.
Перемещение каретки
Перемещение каретки происходит сервоприводом посредством шестерни и косозубой рейки.

Рабочий стол
Три рабочих стола на KS-828C с воздушной подушкой позволяют оператору без усилий позиционировать пакет материалов и убирать готовые детали со станка.
Зона резания
Три рабочих стола на KS-828C с воздушной подушкой позволяют оператору без усилий позиционировать пакет материалов и убирать готовые детали со станка.
Программируемый толкатель
Программируемый толкатель оборудован пневмозахватами, что гарантирует надежную фиксацию пакета заготовок.
Восемь четырех пальцевых толкателей надежно фиксируют как пакет материала толщиной до 90 мм, так и один лист.
Раскрытие захватов соответствует максимальному вылету пилы.

Конструкция задних захватов
Специальная конструкция захватов не повреждает материал при его фиксации и перемещении.
Боковые выравниватели
Боковой выравниватель точно позиционирует узкие полосы по боковой линейке при раскрое их на готовые детали.